
Know in Details About the Manganese Steel Investment Casting Process
The professional and reputable cast manufacturers of manganese steel produce outstanding designs for all the clients. Manganese steel, also known as Hadfield steel or Mangalloy, contains 12-14% manganese metal content. It has a high impact strength and is also resistant to abrasion in the hardened state. Extensively utilised in the mining and rail industry, the manganese steel casting manufacturer produces superior quality products to meet customer demands.
What is Investment Casting?
The method of investment casting produces precise and intricate components with machining, minimal material and energy wastage. Hence it is useful for designing engineers. It employs shells made from plaster or ceramics and plastics which form around the wax pattern. The operatives melt the wax pattern and remove it in the furnace. Then they pour the metal into the shell to create the casting.
Also known as low wax casting, it can make highly accurate and intricately designed castings to showcase the diversity among metals with high-performance alloys.
Industries like automotive, oil, gas, power generation, space exploration, medical, construction, industrial and commercial depend on metal alloys produced from investment casting.

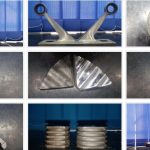
The Process of Investment Casting for Manganese Steel
There are eight major and crucial steps for the procedure of investment casting.
• Creating a wax pattern
The first method is to create a wax pattern. It is also the basis to achieve precision in the casting of manganese steel alloy.
• Wax Tree Assembly
The finished wax pattern is assembled at a wax sprue for the mass production of the manganese steel casting. However, the technicians work with a combination of different wax patterns to make the process economical. This later provides voids for the molten alloys. The sprue also makes a flow path for the liquid molten manganese steel alloy into the void.
The ‘Gates’ are an indication that the wax connects the sprue and this pattern.
The “Gates” indicates the wax connecting the pattern and the sprue. It also controls the flow of the molten manganese steel alloy and its direction into the void, which are created by the wax patterns.
• Shell Building
After forming the wax tree, a ceramic shell is formed around it, and then they pour the alloy into the shell. There are two steps – slurry coating and stucco coating. The mould becomes dry, and the process repeats until the shell can withstand the stress of the casting method.
• Removing the wax
The lost wax casting has excellent dimensional accuracy. This method is finished in two ways – steam dewax autoclave and flashfire ovens.
• Metal Pouring
The technicians pre-heat the shell to a specific temperature to avoid freezing or solidification while giving the injection. In induction melting, the manufacturers use a ceramic cup, known as the crucible, to melt the alloy. The manganese steel alloy reaches the melting point and is poured inside the shell.
• Shell knock off
The shell material is removed with three mechanical methods – vibratory table, hammer and high-pressure water blast. The technicians also cut part of the sprue and the ground of the gates. The manufacturers cut the parts with a chop saw, laser or torch, with limited applications.
Consult Huston (India) Private Limited for their high-quality manganese steel alloy engineering and casting. They are reputable for their products with easy installation, good dimensional accuracy, reliability and more. They also guarantee prompt scheduled delivery.

{kind=link}